手机玻璃盖板如何生产出来
手机玻璃盖板的生产过程是一项复杂而精细的工艺,为了满足消费者对手机外观和质感的追求,手机制造商们不断创新和改进生产加工流程,在手机3D玻璃盖板的生产过程中,需要经历多个环节,包括玻璃材料的选择、切割和打磨、弯曲和热处理等。这些步骤都需要高度的技术和精密的设备来完成,以确保手机玻璃盖板的质量和外观。只有经过严格的生产加工流程,才能生产出符合市场需求的高质量手机玻璃盖板。
手机3D玻璃盖板生产加工流程详解
导读:一块玻璃基板是如何加工成手机盖板的?网上有很多讨论,不过并不全面,其实手机3D玻璃盖板生产加工工艺的流程主要包括:工程→开料开孔→精雕→研磨→清洗→热弯→抛光→检测→钢化→UV转印→镀膜(PVD)→ 印刷(丝印、喷涂)→贴合→ 贴膜→包装等。
一、工程
一、工程
确认客户图纸是否可以生产,制作本厂图纸及菲林,并确认流程。(图纸菲林需有制作日期,编号。有修改及时更新,收回旧图纸及菲林),下达指令单,样品全线跟踪。
二、 CNC开料
材料要求:玻璃材料必须是3D曲面玻璃材质。
板材玻璃在进入深加工作业时,第一道工序就是按照客户的图纸尺寸要求,进行加工余量放量后(一般单边留0.1mm余量),把数据输入到玻璃基板CNC切割机里进行粗坯制作,俗称开料。
注意事项:玻璃切割机需能够高效的进行直线、圆孔、曲线切割,这样可大量节省后续盖板玻璃CNC成型、抛光等工序的加工时间,对盖板玻璃行业提高生产效率,降低生产成本有着十分积极的意义。
第一道工序和普通盖板一样。
三、 CNC精雕玻璃(磨边)
CNC精雕玻璃是采用精雕机砂轮槽对毛坯玻璃进行磨边,去除余量;并通过钻头将玻璃原料进行倒边和钻孔,用细砂轮对外形及摄像头孔精加工,以满足最终成品要求。加工精度达0.01mm

图:玻璃CNC加工用砂轮(左)和钻头(右)
目前做玻璃精雕的知名企业有北京精雕、久久精工、大宇精雕、创世纪、沈阳机床、克迈特、兴富祥、大兴智能等。

图 玻璃精雕三头机
四、研磨抛光
加入抛光粉,通过研具在一定压力下与加工面作复杂的相对运动,将玻璃原料磨至要求厚度,并抛光成表面镜面效果。

图 技鼎 3D玻璃研磨机
五、清洗
不同加工企业清洗工艺时段不同,一般在磨边之后需清洗,然后再次打磨抛光。
主要清洗掉表面残留废渣,一般采用超声波清洗。

清洗机企业有壹帆自动化、波达超声、和科达、超晋达等,清洗剂企业有飞耐尔化学、山之风环保科技等。
六、热弯工艺
热弯工艺是3D玻璃制程中最核心的工艺之一,也是难点之一。
精雕好外形和孔的玻璃放置在石墨模具中,再将模具放进热弯机中,经过预热、压型、冷却,玻璃在模具中成型成曲面玻璃。曲面玻璃的尺寸取决于石墨模具设计。成型后的外观取决于成型工艺以及石墨模具设计。热弯机的性能对成型有至关重要的影响,最主要的是玻璃在成型过程中炉体内的温度要均匀,并使玻璃能均匀受热,避免应力脆裂。加热炉内部设16-22个炉温点,以监测炉内温度均匀性。
具体操作流程是:在工作中通氮保护气,并防止空气进入.炉温控制在700-750℃.产品在炉内时间根据热弯机器的工位而定。一般需要20~40min.因为玻璃不是结晶态物质,没有固定熔点,它是玻璃态无机化合物,在温度升高的过程中慢慢的变软,通常软化点600℃左右。软化点是我们日常见到的玻璃成品刚开始变软的温度。
 图:DTK-DGP-3D12S3D玻璃热成型机(据说200多万)
图:DTK-DGP-3D12S3D玻璃热成型机(据说200多万)
玻璃热弯模具一般使用的是石墨材料。
因为石墨具有硬度高、导电性好、防辐射、耐腐蚀、导热性好、成本低,而且还具有耐高温的特性,与金属升温变化具有相反的性能,温度越高,体质越硬。这样就不会存在变形的问题。因此玻璃热弯模具使用石墨材料来制作,不仅大大降低了生产成本,模具加工难度也大大的降低。
模具本体为实心,材质为石墨主材料,模具本体为石墨 质凹字型矩形体,模腔为预设的曲面。其中,模腔和推板经精抛光加工,模具本体厚度为5至30毫米。有效保证了高温下的材质稳定和尺寸的一致性,提高了产品的成品率和良品率。
石墨热弯模具制造流程
第一步,需要选择合适的石墨材料。尽量选择石墨纯度高和石墨密度高的,否则高温热弯的时候模具很容易氧化和塌陷,这样加工热弯的时候不会产生氧化现象,也不会发生气泡洞洞的现象,还一个就是模具的寿命会大大的提高。
第二步.石墨材料在切料房切好了之后进入CNC电脑锣加工中心迚行成型雕刻,碳素 CNC 电脑锣需加工速度快,精度高。此种模具热压出来的产品精度,是可以达到新品发布会上公布的0.025mm的热弯加工精度的。
第三步.模具成型之后就可以拿到抛光机上进行最后的石墨抛光,抛光完成,经过三次元检测仪尺寸检验,即可投入生产。

图 加工的石墨模具产品
从3D玻璃热弯机的主要供应商分布来看,主要有韩国、台湾、国内华南与华东区域。韩国有近10家企业,比如DTK、JNT、KOSES等。台湾企业有盟立、大量科技等5家左右,国内华南区域有40家左右,主要集中在东莞与深圳,其中,东莞有10家左右,深圳有20多家,华东区域有龙雨电子、韵申新能源等5家左右,还有个别在东北的企业,比如哈尔滨奥瑞德光电等。
七、双面扫光
玻璃经热弯后,产品表面须经抛光。采用羊绒轮,通过调整上下抛光轮转速,对产品压力,时间控制,并辅助研磨粉或泡沫液,对玻璃产品表面精抛光,以达通透无瑕疵。
注:扫光机的参数设置很关键,参数不对将可能导致扫光机上的主减速箱损坏,同时抛光粉质量太差的话扫出来的玻璃片良率就低,不只是出现沙点还可能出现波浪纹。
八、质量检测
需经过层层质量检测流程。3D玻璃检测需要根据工艺要求。一般需检测两次,钢化前一次外观和尺寸,钢化后有应力释放延展曲变,应该再次进行外观和翘曲变形监测。

目前真正有做3D玻璃检测的企业较少,主要有海克斯康、马路科技、三姆森、大族激光、天准、天行、中科飞测等。

图 3D轮廓测量设备
九、化学强化
采用高纯度的硝酸钾溶液及搭配的催化剂混合,一般4-6小时450℃高温钢化处理。
其原理是:玻璃结构表面的钾离子和钠离子进行离子交换而形成强化层。硬度可达7H,提高玻璃的防划伤,抗冲击等能力。

十、UV转印(加纹理)
UV转印通俗点说是加纹理,这里指的是GDF工艺,将纹理或数码图文转印到玻璃防爆膜上(一般为PET材质),转印过程中无像素损失。
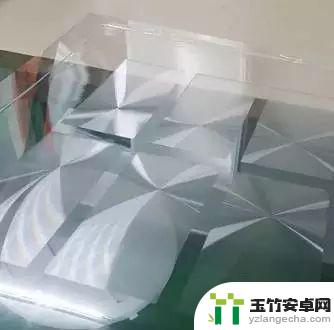
图 UV转印后的效果
十一、镀膜(PVD)
镀膜目的是防止指纹及油污不易粘附且轻易擦除。表面顺滑,手感舒适,不易刮花。增加玻璃表面耐磨性。
具体防指纹处理工艺流程如下:
1. 前处理:使用弱碱性清洗剂或溶剂去除基材表面油分、水分等污迹,通过超声波清洗效果更好;
2. 将AF药液镀在产品表面成膜;
3. 烘烤:喷涂后取出玻璃,放入烤箱(120℃,30min),视具体要求及产品情况调整至最佳;
4. 清洗:产品清洁后,成品包装

十二、丝印、喷涂或曝光显影
将产品LOGO字符制网版,调油墨,辅以定位治具,将字符印在产品凹面。烤干,上治具,调漆,钛晶黑/陶瓷白,往复喷涂。烤干。
与丝印对等的工艺是曝光显影,目前是比较新的工艺.

做丝印机企业有凯格、优印,油墨生产企业有美丽华、日本精工、尤特新材料、帝国油墨、松井新材等。
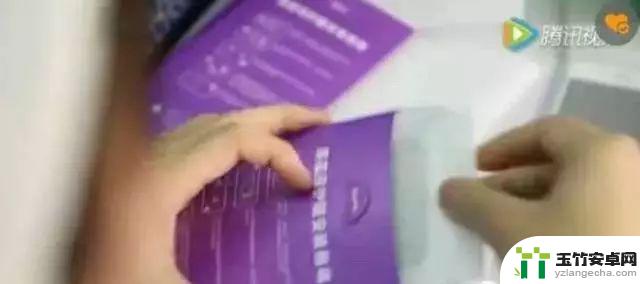
十三、贴合
这一工艺是将已经装饰好的防爆膜与玻璃盖板贴合。

图 玻璃与防爆膜贴合设备

图 左是贴合后,右是贴合前
十四、贴保护膜

十五、包装
将效果处理完成且达到客户要求的产品进行清洗、检验、包装,包装时用低粘保护膜包装,覆膜时不能有气泡现象。
来源:精匠云创新材料
END

以上就是手机玻璃盖板如何制造的全部内容,如果还有不明白的用户可以根据小编的方法来操作,希望能够帮助到大家。